Los fundamentos cuánticos que dieron paso a la tecnología láser (light amplification by stimulated emission of radiation; amplificación de luz por emisión estimulada de radiación) datan de 1915 con Albert Einstein como investigador.
Desde aquellos inicios, muchos fueron los científicos que fueron avanzando en descubrimientos y posibles aplicaciones de estos sistemas. Pero no es hasta 1960 que se pone en funcionamiento el primer láser. Este fue construido por Theodore Maiman. Aunque fue patentado por Townes y Arthur Leonard Schawlow.
Pasados unos años, se encuentra la primera aplicación industrial del láser. En 1969 fue utilizado en las soldaduras de los elementos de chapa en la fabricación de vehículos. Al año siguiente Gordon Gould patenta otras muchas aplicaciones prácticas para el láser.
Desde entonces hasta la actualidad los avances en este campo tecnológico han sido múltiples, lográndose diversas aplicaciones en diferentes sectores (industria, medicina, estética, electrónica…)
El láser: elementos y funcionamiento
El láser típico necesita de tres elementos esenciales para funcionar. Una cavidad óptica resonante, en la que la luz puede circular, que consta habitualmente de un par de espejos. Uno es de alta reflectancia (cercana al 100 %) y otro conocido como acoplador, tiene una reflectancia menor. Además, este ultimo permite la salida de la radiación láser de la cavidad.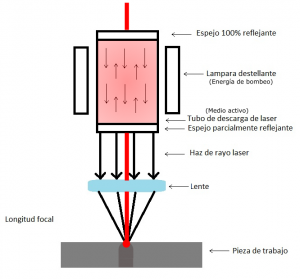
Dentro de esta cavidad resonante se sitúa un medio activo con ganancia óptica. Tal elemento es el encargado de amplificar la luz y puede ser sólido, líquido o gaseoso. Para amplificar el haz, este medio activo necesita un cierto aporte de energía, llamada comúnmente bombeo. Este bombeo es generalmente un haz de luz (bombeo óptico) o una corriente eléctrica (bombeo eléctrico).
Láser por CO2
En este caso el láser se genera mediante una mezcla de gases y la excitación del gas mediante semiconductores. El láser de CO2 se emplea con frecuencia para el corte industrial aplicado en materiales como chapa, madera, acrílico, vidrio, papel textil, plástico, cuero y piedra. En aplicaciones sobre metales hay que tener en cuenta ciertas condiciones del material que se dan en la industria. Por ejemplo posibles recubrimientos, acabados de la pieza o la calidad del material. Aspectos que pueden influir en la incidencia del láser y su efectividad.
Láser por fibra óptica
El láser Nd:YAG se sirve de granate de Aluminio de itrio dopado con neodimio. Ese material cristalino sirve como medio activo para la generación del rayo mediante la excitación por iones. El haz de luz se transporta hasta el cabezal de corte mediante diodos y cables de fibra.
Diferencias: CO2 frente a fibra
El ND:YAG, laser de desarrollo más actual, puede ser más compacto que en el caso de la tecnología por gas y consigue mayor potencia con el mismo suministro de corriente. El espacio es ahorrado en el uso de la fibra, ya que no necesita elementos extras para transportar el gas. Otra razón es el empleo de espejos en el caso del CO2. Los espejos están colocados a una cierta distancia para hacer llegar el haz hasta la lente y ocupan más espacio.
Pero el desarrollo con fibra tiene por inconveniente que su haz de luz es mucho más perjudicial a la vista. Por tanto su acceso requiere de mayores sistemas de seguridad. Esto se debe a que el haz de onda del láser de fibra es 10 veces mayor que el de CO2.
Respecto a los grosores de corte, el láser por gas es más capaz que el de fibra óptica. El primero logra realizar cortes hasta 30mm, mientras que el láser ND:YAG tan solo puede cortar chapas finas y de grosor medio de hasta 20mm.
En resumen la tecnología por fibra óptica es más eficiente energéticamente y compacta. Pero necesita de más seguridad, su aplicación de corte no es para perfiles de gran grosor y además tiene un coste mayor de adquisición.
En conjunto, las ventajas del láser frente a otras herramientas de corte son:
- no hay contacto en el proceso,
- los residuos son volatilizados
- no deja marcas ni rebabas que finalmente deben eliminarse.
El corte por láser es más limpio que otros cortes mecánicos. También, los cortes se realizan mediante ranuras estrechas logrando mayor precisión. Para cualquier aplicación, el láser es una herramienta muy precisa. Permite realizar procesos complejos en multitud de materiales garantizando velocidad y buen acabado sin deterioro de material procesado.
Aplicaciones industriales
En muchas industrias se aplica frente a tecnologías mecánicas por su versatilidad y calidad de resultados. Además es viable su automatización cubriendo las necesidades de rapidez, flexibilidad, calidad y eficiencia.
Las aplicaciones de esta herramienta ofrecen soluciones en procesos industriales tales como el corte, la soldadura, el marcado, el microperforado y taladrado, tratamiento superficial, ablación y rayado.
- El corte: su uso es muy extendido con aplicación en metal, plástico, materiales orgánicos, vidrio, aluminio, fibras, textiles, y otros.
- La soldadura: gran aplicación en la fabricación del automóvil, permitiendo la unión de chapas de distintos espesores y calidades. Tras su implementación en ese sector se ha ido extendiendo a otros como la joyería o la reparación de moldes. Además, se empieza a ver cada vez más en productos de plásticos en distintos sectores. SI quieres saber más mira nuestra publicación sobre soldadura laser en plástico.
- El marcado: actualmente también se emplea de manera generalizada en muchos productos. Estamos rodeados de piezas con marcado láser. Por ejemplo las letras de nuestro teclado, nuestro DNI, la fecha de caducidad en packaging de alimentación, tipografía en botellas de vidrio… Para este caso, también os dejamos otras dos publicaciones sobre nuestras máquinas, y el marcado en piezas irregulares.
- El microperforado y taladrado: se trata de arrasar el material generando un agujero. Al aplicar el láser se evapora el material, se puede utilizar para envases con abre fácil o incluso en metales. Para este ultimo caso, se utilizan láseres de pulsos de radiación que generan mucha energía.
- El tratamiento superficial: sistemas de láser como fuente de energía para aplicar calor en procesos superficiales como endurecimiento, temple y aplicación de polvos metálicos.
- La Ablación y rayado: retirar material superficial mediante un flujo de radiación láser bajo. Una capa de la superficie del material se sublima o evapora. Se suele utilizar en plástico como el poliuretano. Por otra parte, el rayado consiste en la creación de surcos para generar puntos de ruptura nominal de separación de semiconductores y cerámica.
Automatización de procesos industriales con láser
En el sector industrial se utilizan máquinas estandarizadas para corte o grabado mediante láser. Estas están limitadas a procesos en dos dimensiones. Para su uso tridimensional es necesario la aplicación de la robótica que con seis ejes logran un movimiento liberado y la realización
de cortes o grabados por múltiples caras del material, pieza o producto.
![]()
Como proveedores de automatización, Movicontrol, tienen experiencia en el desarrollo de líneas robotizadas con sistema láser para el grabado de códigos de barras, números de serie y logotipos, muy utilizados en la logística y en la diferenciación o personalización del producto. También el corte por láser implementado en procesos industriales de plástico mediante robot en el sector de la automoción.
Partiendo de la necesidad del cliente realizan pruebas para encontrar el láser adecuado dependiendo del material, tiempo de ciclo y complejidad de la aplicación final. Posteriormente se diseña la línea o célula que tras validación será desarrollada por completo en planta propia. Por último se programa en el departamento de programación y control para lograr el correcto funcionamiento del automatismo industrial. Todo ello atendiendo a estándares y normativa de seguridad.
Aunque dirigidos a multitud de sectores dicha empresa de ingeniería mecatrónica tiene mucha experiencia y saber hacer en automatismos para automoción. Cuando se trata de materiales plásticos, según Movicontrol, la principal aplicación de robots con equipamiento láser se centra en el corte de revestimientos internos y externos de material sintético en la industria del automóvil, como por ejemplo revestimientos de columnas, módulos de puertas, revestimientos de maleteros, listones de revestimiento. Y los robots equipados con láser pueden aplicar la mejor calidad de corte y una alta velocidad de desplazamiento en casi todos los compuestos de material sintético, por ejemplo PP, PE, ABS-PC, plexiglás o láminas TPO, y en casi cualquier material textil.
Proyecto de éxito: automatización de corte por láser CO² con robot industrial.
La integración del láser CO² se efectúa a través de una carcasa autoestabilizada con sucesión de ejes 4 y 5 que reemplazan los ejes estándar de la muñeca de un robot de brazo articulado. Esta construcción especial presenta muchas ventajas en la aplicación práctica.
La estructura constructiva del láser reemplaza los ejes existentes, de modo tal que el robot puede realizarse con peso neutral. Así pueden conseguirse altas aceleraciones y velocidades. Los ejes 4 y 5 del robot de corte fueron diseñados como ejes sin fin; de ese modo no se necesitan tiempos de retorno del giro de los ejes una vez finalizados los cortes y retirado el útil, y se pueden obtener ciclos muy breves. Otra ventaja es la de conseguir una accesibilidad de pieza antes nunca alcanzada.
Para evitar cantos o contornos disturbantes fuera de los ejes, el robot está equipado con una alimentación integrada de gas. Los ejes del cabezal están diseñados especialmente para la aplicación de la técnica láser, logrando realizar altas velocidades de reorientación y grandes exactitudes. Gracias al modelo de instalación elegido, tan sólo se necesitan cuatro espejos deflectores, lo cual simplifica el ajuste y reduce las pérdidas

